Pouco antes da 2a Mostra Internacional de Cutelaria, que foi realizada em São Paulo nos dias 06 e 07 de abril, tive a oportunidade de concretizar um sonho de consumo... Adquiri uma prensa hidráulica especificamente criada para a cutelaria.
 |
| Prensa Hidráulica pequena, forte e velox. |
Vários colegas cuteleiros me fizeram perguntas sobre essa máquina então, aproveito a oportunidade pra tecer alguns comentários.
Antes de adquirir esta máquina procurei conversar bastante com colegas mais experientes e que já possuem ferramentas do tipo. Cuteleiros como Ricardo Vilar, Eduardo Berardo e Facundo Montenegro forneceram informações que possibilitaram comprar um equipamento verdadeiramente adequado para a função a que se destina.
 |
| Ao lado da "estrutura de força" da máquina há um porta-ferramentas onde ficam os "forging dies" |
Em tempos modernos há quem acredite que INTERNET é um oráculo que pode responder quase tudo sobre quase qualquer coisa.... Infelizmente, não é dessa forma!!! Quando se trata de cutelaria de excelência e, particularmente, quanto mais específico é o assunto, maior a possibilidade de se perder tempo, dinheiro e recursos, seguindo "dicas" que não nos levam a uma conclusão correta. Certamente ajuda na difusão da informação. Porém esta "difusão" pode ser tanto de falácias quanto de verdades.
Sobre uma prensa hidráulica para cutelaria:
Usa-se uma prensa hidráulica, basicamente, para caldeamento e demais operações de forjamento;
A outra opção à prensa é o martelete que tem sua eficiência e uso sobejamente comprovados, contudo, a prensa tem, na minha opinião, algumas vantagens sobre aquele, como maior controle, e produzir menos ruído e impactos nas estruturas ao redor. Entretanto, o martele é mais eficaz nas operações de forjamento em geral. Certamente, ter ambos é o ideal!!! Minha pequena oficina não comporta um Martelete, por isso a prensa foi uma escolha sensata;
Seja qual for a máquina escolhida, esta deve ser mais rápida que forte. Toda força do mundo sem velocidade, vai permitir que o calor se perca antes que o caldeamento dos aços do billet ocorra;
A máquina que adquiri foi confeccionada pela SOHIDRÁULICA. Ela pesa 260 kg, com tanque de óleo para 60 l, motor de 7,5 hp, trifásico, bomba hidráulica de 220 l/min. Ela possibilita prensar um billet de até 20 cm de altura e tem potência de 30 t. Vem regulada de fábrica para 15 t e possui uma regulagem mecânica para aumentar ou diminuir esta potência. 15 T possibilita um trabalho bastante confortável. Quem tiver interesse ter maiores informações pode entrar em contato com o Sr. Vicente Pedrassoli (011 950301695 - Vivo e vicentepedrassoli@terra.com.br) que será muito bem atendido. Todo o atendimento e negociação foi feito via telefone e email. A máquina foi paga e despachada corretamente e chegou aqui uma semana após a conclusão da compra. Recomendo a todos com empenho.
Primeiros trabalhos com o NOVO BRINQUEDO:
Paciência e contemplação não são virtudes inerentes a mim... Imaginem que, após vários anos, aguardando este equipamento e pensando nas suas possibilidades, estava muito ansioso pra fazer meus primeiros aços damascos. Acredito, inclusive, que seriam os primeiros feitos em Pernambuco...
Pois bem.... Não falarei sobre o aço-damasco em si pois há Mestres como o Ricardo Vilar, Eduardo Berardo, Facundo Montenegro e outros que podem dissertar, com muito mais propriedade que eu, sobre este tema. Acho que, a esta altura, já é sabido que o "aço-damasco" é uma "mistura" de aços diferentes caldeados a grande temperatura... Até aí, como diz meu pai: "Morreu, o Neves!!!"
 |
| Caldeando um billet de aço-damasco - Uma grande diferença de temperatura em relação à faixa necessária para o forjamento. |
Para se chegar a um aço-damasco de bom nível é necessário um grande número de informações e boa parte delas NÃO ESTÁ NA INTERNET!!! Além do caldeamento em si (que já é suficientemente trabalhoso), é necessário fazer uma BOA FACA que irá valorizar o damasco artesanal e, ainda, acertar na têmpera, revenimento e REVELAÇÃO correta. Sem essa "revelação" todo o trabalho poderá não atingir o potencial de beleza adequado.
Juntei todas as informações que tinha, alguma experiência com caldeamento, forjamento e confecção de facas e puz mãos à obra... Usei 15n20 e aço 5160 para compor alguns billets. Existem diversas combinações mas esta me agrada bastante e não pretendo usar outra para meus damascos. Para item que muda no aço damasco o resultado é diverso. Então... se ficamos mudando os aços, é provável que demoremos, mais a ainda, a dominar o processo. Um Mestre me disse que eu levaria cerca de UM ANO. Agora acho que vou demorar um pouco mais....
 |
| Billet de 15n20 + 5160 com 15" x 2" |
Com todas as dificuldades de fazer algo sem orientação adequada mas bastante "orientado" à distância pelos amigos logrei êxito em fazer alguns billets. Fiz combinações com barras de 2" de largura x 1/4" de espessura com 01 camada de 15n20 (2 mm) para cada barra do outro aço. E destes resultaram algumas peças que pude levar à 2a Mostra Internacional de Cutelaria:
 |
| Faca de Campo de 11" de Lâmina com 2" de largura. 220 dobras. Cabo de Red Wood estabilizado. |
 |
| Faca utitlitária de 8" de lâmina com cabo em Box Elder estabilizado. |
 |
| Faca hunter no estilo Sendero com aço damasco em 288 dobras. Cabo de talas de canela de girafa. |
 |
| Faca Utilitária em aço-damasco com cabo em Red Coa estabilizado |
Como disse antes, FAZER O AÇO-DAMASCO é apenas PARTE do problema. É necessário um aprendizado bem "subjetivo" sobre a "revelação", por exemplo deste material. Apenas cuteleiros já consagrados nesta arte tem condições de ensinar tais nuances. Felizmente, na 2a Mostra Internacional pude contar com as dicas preciosas de cuteleiros como Eduardo Berardo, Facundo Montenegro e Ricardo Vilar. Já havia trabalhado com damasco BEM feitos antes. Desta vez, inclusive, pude confeccionar uma bowie com um billet que me foi enviado da argeninta pelo Facundo com a qual concorremos na categoria "Melhor Faca de Colaboração" e, com orgulho, ganhamos o prêmio. A partir de então, firmamos o compromisso (Facundo e Eu) de sempre concorrermos juntos nesta categoria. No próximo evento eu fornecerei o aço damasco. Espero, então, estar mais próximo do nível de excelência em que está o meu amigo Argentino.
 |
| Rafael e meu grande amigo, Facundo Montenegro. |

 |
| Bowie feita a partir de um billet de aço damasco confecionado por Facundo Montenegro. 11" de lâmina, 7,5 mm de espessura. Guarda de aço damasco com cabo de buckeye estabilizado. |
Tenho dito, sempre, a quem me procura pra pedir dicas de cutelaria que não há nada que substitua (em materia de conhecimento sobre cutelaria de excelência) a um bom curso ou ir a um evento de alto nível. Os cuteleiros de renome presentes nestes locais são uma fonte de conhecimento e informações preciosas. Infelizmente, constato que a grande maioria dos colegas que me procuram "virtualmente" não está disposta, sequer, a deslocar-se poucos quilômetros para visitar uma boa feira. A INTERNET, dá a eles a impressão de que tudo é fácil e que não é necessário dispender tempo e dinheiro para se aprimorar. Essa sensação, talvez, seja reforçada quando, no mundo virtual, um trabalho que está abaixo do nível aceitável, recebe "críticas" positivas de quem não tem a base técnica mínima para orientar quem quer que seja... Por esta razão inssisto com os colegas para que frequentem tais feiras e locais do gênero. Ir a uma boa feira poderá fazer com que os olhos sejam abertos pro mundo da cutelaria. Os trabalhos ali exposto, em seus diversos níveis, são sempre fruto de muito trabalho, dedicação e INVESTIMENTO. Tive oportunidade de mostrar meus recentes trabalhos e aço-damasco, receber críticas e tomar notas importantes para, num 2o momento, fazer novamente e de maneira aprimorada. E FOI O QUE FIZ....

FAZENDO NOVAMENTE E COM MAIS CRITÉRIOS:
1) Planejamento do Billet:
É importante frisar que caldear aço-damasco não é apenas juntar aços de tipos diferentes. A escolha das dimensões, qualidade e proporções pode produzir resultados muito diversos. A experimentação é primordial. Como é necessário treinar e repetir me atenho ao padrão "random" que é o mais "básico" dos padrões de aço damasco. Posteriormente, tão logo domine bem esse "básico", partirei para os tipos mais complexos. Após juntar todas as informações obtidas na 2a Mostra de Cutelaria, decidi voltar à mesa de desenhos, planejar e executar, em seguida, o seguinte esquema:
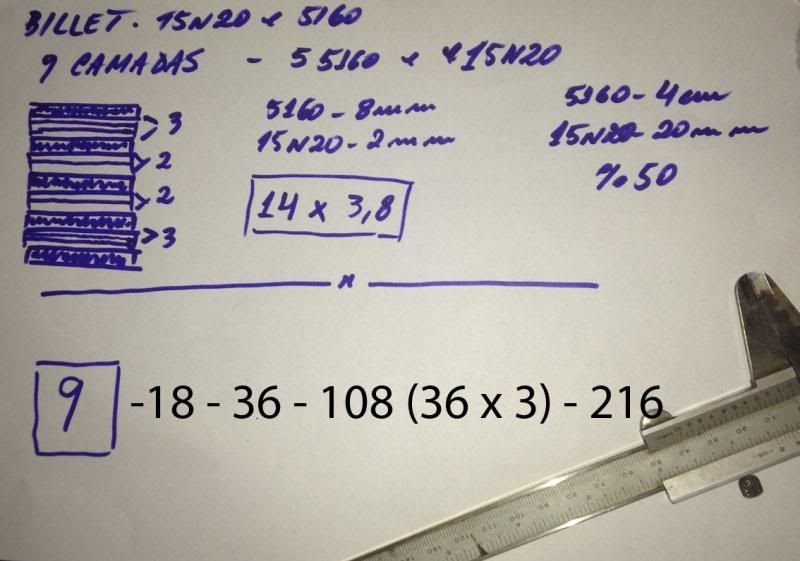
O billet montado teria uma proporção de 1:2 de 15n20 e 5160. 10 peças de 15n20 de 2 mm de espessura cada para 5 de 5160 com 8 mm de espessura. Resultando em 6 x 14 cm totais. O material seria caldeado, esticado e dobrado seguindo este esquema até o resultado final de 216 dobras.
 |
| Todas as peças devem estar retificadas e livres de pontos de oxidação a fim de evitar possíveis falhas de caldeamento |
 |
| Deixando as peças do meio com um "encaixe" onde será soldada a haste que segurará o billet |

A partir deste momento, as operações de caldeamento, de esticar e caldear novamente são sucessivas.
Vale ressaltar que, NENHUM vídeo dos "tubes" da vida, vai dar uma real noção da quantidade de energia, calor e desgaste físico despendidos nesta operação!!! Certamente o tempo e prática vão tornando a atividade mais "fácil", porém, sempre será um trabalho bastante considerável que jamais deve ser feito sem os EPI adequados.
1o Caldeamento:
 |
| As 9 camadas inciais são caldeadas usando-se bórax e alta temperatura |
Resultado do 1o Caldeamento:
 |
| A cada caldeamento, foi retirada uma "fatia" do billet a fim de visualizar o processo e verificar a mudança nas camadas de aço - 9 camadas. |
2o. Caldeamento:
 |
| O billet de 9 camadas foi esticado, cortado ao meio e caldeado. |
 |
| 18 camadas |
 |
| Repetiu-se a operação de esticar e cortar ao meio |
 |
| 36 camadas |
 |
| 3 peças com 36 dobras cada |
 |
| 108 camadas |
 |
| O billet foi, mais uma vez, esticado até o comprimento final. |
 |
| Pra deixar registrado - Meu filho, Rafael, sempre encontra uma oportunidade de se fotografar.... IMPRESSIONANTE!!!! |
 |
| Após cerca de 4h horas de trabalho intenso |
 |
| 216 camadas |
 |
| 9 - 18 - 36 - 108 - 216 - com uma breve revelação em percloreto de ferro |
Esta postagem não tem a pretensão de ESGOTAR esse assunto, tampouco de ser definitiva. Sempre há mais de um maneira de se fazer a mesma coisa. Esta é a MINHA MANEIRA.
Como foi dito anteriormente o objetivo disto é o APRIMORAMENTO. Foram feitos DOIS billets idênticos. O 2o será usado em seguida tão logo uma ou mais lâminas sejam produzidas com o 1o billet. Ao observar a presença ou ausência de falhas de caldeamento, padrão e consistência do desenho do aço-damasco pode-se julgar se a quantidade de dobras foi excessiva PARA ESTA CONFIGURAÇÃO de billet, dentre outras coisas.
Em breve voltarei aqui para mostrar os passos seguintes até a finalização da faca resultante.

SEMANAS DEPOIS ..... (29Mai2013)
Venho mostrar os resultados obtidos com este billet de 216 camadas que resultou em duas facas hunters de 5" de lâmina. Full tangs. Os desenhos são clássicos e funcionais para este tipo de faca e os materiais do cabo, Marfim de Mamute e Canela de girafa tingida.
Oportunamente (e quando passar do nível superficial que tenho agora) falarei sobre o trabalho de "Revelar" uma peça em aço damasco. Por hora, deixo as fotos:
 |
| Peças Polidas e prontas antes da "revelação" com percloreto de ferro. |
 |
| O marfim de mamute é um material extremamente nobre que pode ter entre 12 e 20000 anos de idade |
 |
| Adicionar legenda |


 |
| Canela de Girafa tingida é sempre uma opção elegante pra qualquer tipo de faca. |



Gostaria de deixar os meus agradecimentos às pessoas que me incentivaram de várias maneiras. Especialmente ao meu querido pai, Ebenézer Serapião, que tem me apoiado constantemente, bem como aos amigos e professores, Ricardo Vilar, Eduardo Berardo e Facundo Montenegro. Sem eles a estrada seria bem mais difícil.
Espero que tenham gostado da leitura!!! Voltem sempre e Muito Obrigado.

parabéns meu amigo, muito 10.
ResponderExcluirAbraços
Celso
Muito obrigado, Celso. Seu comentário é muito importante pra mim. Forte abraço.
ExcluirIrmão de coração, sábias palavras: Aprende-se fazendo!!! Tu tens as mãos para esse trabalho e tudo que pegas para fazer, completa-o com o calor do grande coração que tens. Luz para ti e tua família!!!! Carmen Vitola
ResponderExcluirMuito Obrigado, Carmem. Paz, sabedoria e luz para todos nós.
ExcluirAmigo mais uma vez você com nobre elegância e boa vontade nos ensina e mostra que o caminho é este, honestidade, trabalho sério, empenho e persistência.
ResponderExcluirGrande Serapião, orgulho nordestino na confecção de facas artesanais, meu abraço forte a este amigo ímpar.
Caro Amigo Roberto Lisboa, fico muito contente com suas palavras. Espero, em breve, recebê-lo juntamento com amigo Orlando em minha casa. Será um imenso prazer!!! Sua amizade é uma das melhores coisas que a cutelaria artesanal me trouxe. Forte abraço.
ResponderExcluirAmigo Serapião,
ResponderExcluirPor favor me ajude. Sou apaixonado por cutelaria mas não tenho acesso a nenhum curso. Sou de Belém do Pará e também sou servidor público. Gostaria muito de aprender acerca dessa nobre arte. Principalmente sobre a têmpera. Não sei por quanto tempo devo manter a lâmina incandescente antes de resfriá-la, e nem se é melhor resfriá-la em água, água com sal ou óleo. Meu email é rogerioemelo@yahoo.com.br.
Obrigado,
Rogério
para a bomba hidraúlica da prensa a vasão não seria 22 l/min no lugar de 220 l/min ?
ResponderExcluirTem razão, Hugo. Obrigado. Vou corrigir
ExcluirParabéns...belas explicações como tu mesmo falou (este é minha forma de fazer) sou novo nessa arte da cutelaria leio tudo sobre o mundo do damasco dicas valiosas parabéns belos ensinamentos
ResponderExcluirBoa noite!
ResponderExcluirGostaria de saber qual o valor final da prensa hidráulica e se ela vale o investimento.
Abraço. André de joinville SC
Boa noite!
ResponderExcluirGostaria de saber qual o valor final da prensa hidráulica e se ela vale o investimento.
Abraço. André de joinville SC
Amigo, parabéns pelo post.
ResponderExcluirOnde você adquiriu essa prensa?
Abs.
oitimo trabalho.
ResponderExcluirBoa tarde Serapião: gostei muito desta pagina, os toques são muito bons e elucidativos. Vou entrar em contato com sr Vicente. Já se passarão 4 anos mesmo assim valeu apena lelo.
ResponderExcluirEstou grato.
Boa tarde Serapião: gostei muito desta pagina, os toques são muito bons e elucidativos. Vou entrar em contato com sr Vicente. Já se passarão 4 anos mesmo assim valeu apena lelo.
ResponderExcluirEstou grato.
ExcluirSempre tive o cuidado com as postagens. Principalmente sobre postar conhecimentos "UNIVERSAIS" que pudessem ser lidos a qualquer tempo. Hoje sei um pouco mais e tam há uma difusão muito maior de conhecimentos e fornecedores de materiais. Há outras fazendo prensas, inclusive bem melhores que essa.
Bom Dia Serapiao... parabens pela materia. Descrevendo bem como fica o damasco a cada caldeamento. Me diga uma coisa... 15ton e o suficiente? Quantos cm2 vc consegue prensar com essas 15ton? Digo... qual a medida da sapata q vc esta usando na prensa com essa pressao
ResponderExcluirQuinze toneladas é suficiente sim. Porém hoje sei um pouco mais do que antes. 15 t é suficiente sim. Porém, se fosse construir uma outra hoje a faria projetada para 50 t com regulagem para 30 t. Obviamente, esta configuração exigiria um maquinário mais potente e mais estrutura tbm. Ok. Obrigado.
Excluir