Neste recente final de semana (24 a 26/Maio) tive o prazer de receber os Amigos Roberto Lisboa e Orlando Cunha Medeiros, vulgo COCÃO, que vieram de Natal-RN para uma troca de conhecimentos sobre cutelaria aqui em Garanhuns.
Roberto Lisboa e Orlando Cunha Medeiros (Cocão)
Uma "preocupação" foi o teto baixo da oficina... O Cocão é uma grande pessoa em todos os aspectos!!!!
Sempre traz grandes responsabilidades a decisão sobre "instruir" alguém em determinado assunto. Sobre cutelaria não é diferente. Ao contrário, os vínculos formados nesse ambiente (entre pessoas sérias e honradas) são duradouros e forjadores de grandes amizades.
A idéia inicial deste encontros é mostrar como fazer uma faca artesanal por forjamento (sem, contudo, relegar outras modalidades como o desbaste ou confecção de facas a partir de peças previamente cortadas), explicando peculiaridades do processo, demonstrando o forjamento, desbaste, têmpera, revenimento e demais processos que nos levam a obter uma boa faca artesanal.
Faca executada como exemplo - Utilitária de aço 5160, com guarda de inox e cabo de madeira de lei
O desenho escolhido é de uma faca relativamente simples mas que engloba, didaticamente falando, os conceitos que norteiam uma boa faca artesanal. Nesse caso, uma faca hiden tang de aço carbono 5160, feia a partir de um pequeno pedaço de 5/16 x 38 mm x 120 mm, usando inox como material de guarda, um bloco de madeira de lei para o cabo.
Materiais disponibilizados para a instrução - pedaços de aço 5160 de 5/16, pedaços de inox, blocos de madeira de lei, corpos de prova para treinamento de desbaste, e têmpera, além de EPI´s individuais.
Após uma explicação introdutória sobre peculiaridades da cutelaria, com ênfase no forjamento, vamos por "a mão na massa" literalmente, e FORJAR. A primeira peça foi feita por mim como demonstração das etapas e técnica escolhida. Obviamente há diversas maneiras de forjar uma faca, escolhi a que me parece mais didática e adequada ao aprendizado.
Forja à gás com manta refratária - na minha opinião a que tem a melhor relação/custo beneficio pra essa atividade.
Eu sempre digo aos amigos que me visitam que forjar é a parte "fácil" da coisa kkkkkk
O trabalho físico e o calor são intensos mas o bom-humor dos amigos torna tudo mais fácil. No caso, o caro Roberto Lisboa "incentivava" o amigo Cocão o tempo todo!!! Ri muito com as brincadeiras de ambos.
Facas forjadas na primeira etapa - Apenas UMA delas foi forjada por mim.
Após observar a demonstração inicial, o aprendiz se mostrou extremamente habilidoso e tenaz forjando seguidamente três belas facas. Uma delas será a "faca/modelo" levada a termo conforme o projeto inicial. Conforme a explicação incial, são realizados, logo após o forjamento, os processos de NORMALIZAÇÃO e RECOZIMENTO, que deixarão o aço em sua condição ideal para as etapas seguintes. Após, a normalização, as peças ficam no forno de temperatura controlada, esfriando até o dia seguinte. Neste ínterim é hora de se familiarizar com a lixadeira (modelo KMG) que será usada e treinar desbaste com os corpos de prova previamente selecionados pra isso.
Lixadeira KMG da DAF Abrasivos e uma "KMJegue" do Elmício/Leonardo de Campinas
O contato inicial com uma lixadeira é importante pra mostrar que, além de ter uma boa ferramenta, é necessário dominá-la. Nunca se deve tentar suplantar a falta de habilidade com uma boa ferramenta. Deve-se procurar DESENVOLVER a habilidade para se tirar proveito da ferramenta que se tem disponível.
Após os processos de FORJAMENTO, NORMALIZAÇÃO E RECOZIMENTO, é hora de passar para a usinagem, propriamente dita. Nesta etapa, são assentadas as "bases" da faca. Paralelismo do ricaço, transição ricaço/gume, "ombro" da faca, "distal taper", "full flat" são termos que passam a ser melhor compreendidos quando executados na prática. O treinamento prévio como os corpos de prova ajuda a minimizar os erros que poderiam por a perder a faca laboriosamente forjada.
3 peças usinadas e prontas para as etapas seguintes
Vale ressaltar que, não importa quanto equipamento se tenha, uma boa faca artesanal sempre exigirá uma GRANDE dose de trabalho manual. Os acabamentos mais importantes, os que demonstram cuidado por parte do cuteleiro, são todos feitos à mão com instrumentos bem simples (tiras de lixa, pequenos pedaços de madeira, borracha e outros "acessórios") e MUITA paciência.
Lixando para tirar os riscos do lixamento da lãmina
Acessórios simples como o "cubo" e pedaços de lixas são usados nesta etapa
Eu, lutando com o meu problema de "braço curto" kkkkk
Depois de levar as peças a um certo nível é hora de passar para a TÊMPERA que visa transformar a AUSTENITA do aço em MARTENSITA através de uma mudança brusca de temperatura.
Fui criando ouvindo dizer que "só se aprende a fazer fazendo", e assim é!!! Portanto, nada melhor que treinar pra maximizar as chances de sucesso. A têmpera é uma etapa crucial na confecção de uma boa faca artesanal. Nas minhas facas tenho preferência pela TÊMPERA SELETIVA da lâmina onde o gume é aquecido até o ponto crítico, deixando-se o dorso fora desta faixa, e resfriado abruptamente (uso óleo hidráulico). Dentre outras coisas a peça assim obtida terá dureza e retenção de fio aliadas a um dorso macio que a capacitará a suportar um grande stress. Mais uma vez, os corpos de prova serviram neste momento. Foram usadas lâminas de diversos formatos e tamanhos diferentes. O sucesso de uma boa têmpera seletiva depende muito da habilidade do operador e esta habilidade requer alguma sutileza, atenção e MUITA prática.
Têmpera Seletiva na "boca" da forja
Após observar, FAZER.
Após a têmpera bem feita, já é possível observar a LINHA DE TÊMPERA formada na lâmina.
Depois de temperadas e polidas novamente, as peças seguem para o REVENIMENTO em forno de temperatura controlada, cuja finalidade é reduzir a dureza da lâmina ao mesmo tempo em que aumenta a tenacidade e, ainda, continua a transformar a austenita retina na peça em martensita que é a estrutura ideal para o gume da faca. No revenimento, as lâminas são colocadas em forno de temperatura controlada na faixa específica do aço usado (no caso o 5160), por dois ciclos consecutivos de 1 h cada. (Cada cuteleiro tem a sua preferência).
Peças prontas com guarda e cabos escolhidos de acordo com as preferências deu uso e materiais diponibilizados
De cima pra baixo - Gonçalo Alves, Jacarandá Tulipa e "Coroa de Cervo Axis"
Os demais componentes da faca, Guarda Simples e Cabo, são executados conforme desenho previamente estabelecido. Os processos de escolha do modelo, desenho e confecção são explanados de modo que se possa repetir o processo oportunamente. Desta feita foram confeccionadas mais duas peças além da "faca/modelo". Orlando, que tem vasto conhecimento na área gastronômica e no trato de carnes, idealizou e forjou uma peça específica pra essa função, mesmo mantendo o look de utilitária.
Desenho idealizado e peça forjada pelo Orlando
A madeira escolhida foi o Jacarandá-Tulipa que, após fixada na faca, é usinada até o formato final.
O trabalho realizado durante este período teve como resultado um grande aprendizado mútuo e uma nova e promissora amizade, além das facas abaixo:
Facas forjadas de 5160 com cabos de madeiras de lei e chifre de cervo axis
Modelo idealizado por Orlando Cocão - Basicamente uma Hunter Sendero s/guarda. Com insert de madrepérola
Faca/Modelo confecionada conforme projeto inicial - Cabo de Gonçalo Alves com pino mosaico de 1/8".
Deixo aqui o registro do amigo Orlando Cocão com a "faca/modelo e a peça de sua lavra a qual, por solicitação dele, levou o meu cunho apesar de feita com apenas uma pequena supervisão minha. Orlando demonstrou um zelo, meticulosidade e habilidade memoráveis. Creio que, em breve, veremos ótimas peças de sua autoria. Serão as facas "FRIÊNDI DELIVERY Cocão" como ele gosta de dizer!!!!
Pouco antes da 2a Mostra Internacional de Cutelaria, que foi realizada em São Paulo nos dias 06 e 07 de abril, tive a oportunidade de concretizar um sonho de consumo... Adquiri uma prensa hidráulica especificamente criada para a cutelaria.
Prensa Hidráulica pequena, forte e velox.
Vários colegas cuteleiros me fizeram perguntas sobre essa máquina então, aproveito a oportunidade pra tecer alguns comentários.
Antes de adquirir esta máquina procurei conversar bastante com colegas mais experientes e que já possuem ferramentas do tipo. Cuteleiros como Ricardo Vilar, Eduardo Berardo e Facundo Montenegro forneceram informações que possibilitaram comprar um equipamento verdadeiramente adequado para a função a que se destina.
Ao lado da "estrutura de força" da máquina há um porta-ferramentas onde ficam os "forging dies"
Em tempos modernos há quem acredite que INTERNET é um oráculo que pode responder quase tudo sobre quase qualquer coisa.... Infelizmente, não é dessa forma!!! Quando se trata de cutelaria de excelência e, particularmente, quanto mais específico é o assunto, maior a possibilidade de se perder tempo, dinheiro e recursos, seguindo "dicas" que não nos levam a uma conclusão correta. Certamente ajuda na difusão da informação. Porém esta "difusão" pode ser tanto de falácias quanto de verdades.
Sobre uma prensa hidráulica para cutelaria: Usa-se uma prensa hidráulica, basicamente, para caldeamento e demais operações de forjamento;
A outra opção à prensa é o martelete que tem sua eficiência e uso sobejamente comprovados, contudo, a prensa tem, na minha opinião, algumas vantagens sobre aquele, como maior controle, e produzir menos ruído e impactos nas estruturas ao redor. Entretanto, o martele é mais eficaz nas operações de forjamento em geral. Certamente, ter ambos é o ideal!!! Minha pequena oficina não comporta um Martelete, por isso a prensa foi uma escolha sensata;
Seja qual for a máquina escolhida, esta deve ser mais rápida que forte. Toda força do mundo sem velocidade, vai permitir que o calor se perca antes que o caldeamento dos aços do billet ocorra;
A máquina que adquiri foi confeccionada pela SOHIDRÁULICA. Ela pesa 260 kg, com tanque de óleo para 60 l, motor de 7,5 hp, trifásico, bomba hidráulica de 220 l/min. Ela possibilita prensar um billet de até 20 cm de altura e tem potência de 30 t. Vem regulada de fábrica para 15 t e possui uma regulagem mecânica para aumentar ou diminuir esta potência. 15 T possibilita um trabalho bastante confortável. Quem tiver interesse ter maiores informações pode entrar em contato com o Sr. Vicente Pedrassoli (011 950301695 - Vivo e vicentepedrassoli@terra.com.br) que será muito bem atendido. Todo o atendimento e negociação foi feito via telefone e email. A máquina foi paga e despachada corretamente e chegou aqui uma semana após a conclusão da compra. Recomendo a todos com empenho.
Primeiros trabalhos com o NOVO BRINQUEDO:
Paciência e contemplação não são virtudes inerentes a mim... Imaginem que, após vários anos, aguardando este equipamento e pensando nas suas possibilidades, estava muito ansioso pra fazer meus primeiros aços damascos. Acredito, inclusive, que seriam os primeiros feitos em Pernambuco...
Pois bem.... Não falarei sobre o aço-damasco em si pois há Mestres como o Ricardo Vilar, Eduardo Berardo, Facundo Montenegro e outros que podem dissertar, com muito mais propriedade que eu, sobre este tema. Acho que, a esta altura, já é sabido que o "aço-damasco" é uma "mistura" de aços diferentes caldeados a grande temperatura... Até aí, como diz meu pai: "Morreu, o Neves!!!"
Caldeando um billet de aço-damasco - Uma grande diferença de temperatura em relação à faixa necessária para o forjamento.
Para se chegar a um aço-damasco de bom nível é necessário um grande número de informações e boa parte delas NÃO ESTÁ NA INTERNET!!! Além do caldeamento em si (que já é suficientemente trabalhoso), é necessário fazer uma BOA FACA que irá valorizar o damasco artesanal e, ainda, acertar na têmpera, revenimento e REVELAÇÃO correta. Sem essa "revelação" todo o trabalho poderá não atingir o potencial de beleza adequado.
Juntei todas as informações que tinha, alguma experiência com caldeamento, forjamento e confecção de facas e puz mãos à obra... Usei 15n20 e aço 5160 para compor alguns billets. Existem diversas combinações mas esta me agrada bastante e não pretendo usar outra para meus damascos. Para item que muda no aço damasco o resultado é diverso. Então... se ficamos mudando os aços, é provável que demoremos, mais a ainda, a dominar o processo. Um Mestre me disse que eu levaria cerca de UM ANO. Agora acho que vou demorar um pouco mais....
Billet de 15n20 + 5160 com 15" x 2"
Com todas as dificuldades de fazer algo sem orientação adequada mas bastante "orientado" à distância pelos amigos logrei êxito em fazer alguns billets. Fiz combinações com barras de 2" de largura x 1/4" de espessura com 01 camada de 15n20 (2 mm) para cada barra do outro aço. E destes resultaram algumas peças que pude levar à 2a Mostra Internacional de Cutelaria:
Faca de Campo de 11" de Lâmina com 2" de largura. 220 dobras. Cabo de Red Wood estabilizado.
Faca utitlitária de 8" de lâmina com cabo em Box Elder estabilizado.
Faca hunter no estilo Sendero com aço damasco em 288 dobras. Cabo de talas de canela de girafa.
Faca Utilitária em aço-damasco com cabo em Red Coa estabilizado
Como disse antes, FAZER O AÇO-DAMASCO é apenas PARTE do problema. É necessário um aprendizado bem "subjetivo" sobre a "revelação", por exemplo deste material. Apenas cuteleiros já consagrados nesta arte tem condições de ensinar tais nuances. Felizmente, na 2a Mostra Internacional pude contar com as dicas preciosas de cuteleiros como Eduardo Berardo, Facundo Montenegro e Ricardo Vilar. Já havia trabalhado com damasco BEM feitos antes. Desta vez, inclusive, pude confeccionar uma bowie com um billet que me foi enviado da argeninta pelo Facundo com a qual concorremos na categoria "Melhor Faca de Colaboração" e, com orgulho, ganhamos o prêmio. A partir de então, firmamos o compromisso (Facundo e Eu) de sempre concorrermos juntos nesta categoria. No próximo evento eu fornecerei o aço damasco. Espero, então, estar mais próximo do nível de excelência em que está o meu amigo Argentino.
Rafael e meu grande amigo, Facundo Montenegro.
Bowie feita a partir de um billet de aço damasco confecionado por Facundo Montenegro. 11" de lâmina, 7,5 mm de espessura. Guarda de aço damasco com cabo de buckeye estabilizado.
Tenho dito, sempre, a quem me procura pra pedir dicas de cutelaria que não há nada que substitua (em materia de conhecimento sobre cutelaria de excelência) a um bom curso ou ir a um evento de alto nível. Os cuteleiros de renome presentes nestes locais são uma fonte de conhecimento e informações preciosas. Infelizmente, constato que a grande maioria dos colegas que me procuram "virtualmente" não está disposta, sequer, a deslocar-se poucos quilômetros para visitar uma boa feira. A INTERNET, dá a eles a impressão de que tudo é fácil e que não é necessário dispender tempo e dinheiro para se aprimorar. Essa sensação, talvez, seja reforçada quando, no mundo virtual, um trabalho que está abaixo do nível aceitável, recebe "críticas" positivas de quem não tem a base técnica mínima para orientar quem quer que seja... Por esta razão inssisto com os colegas para que frequentem tais feiras e locais do gênero. Ir a uma boa feira poderá fazer com que os olhos sejam abertos pro mundo da cutelaria. Os trabalhos ali exposto, em seus diversos níveis, são sempre fruto de muito trabalho, dedicação e INVESTIMENTO. Tive oportunidade de mostrar meus recentes trabalhos e aço-damasco, receber críticas e tomar notas importantes para, num 2o momento, fazer novamente e de maneira aprimorada. E FOI O QUE FIZ....
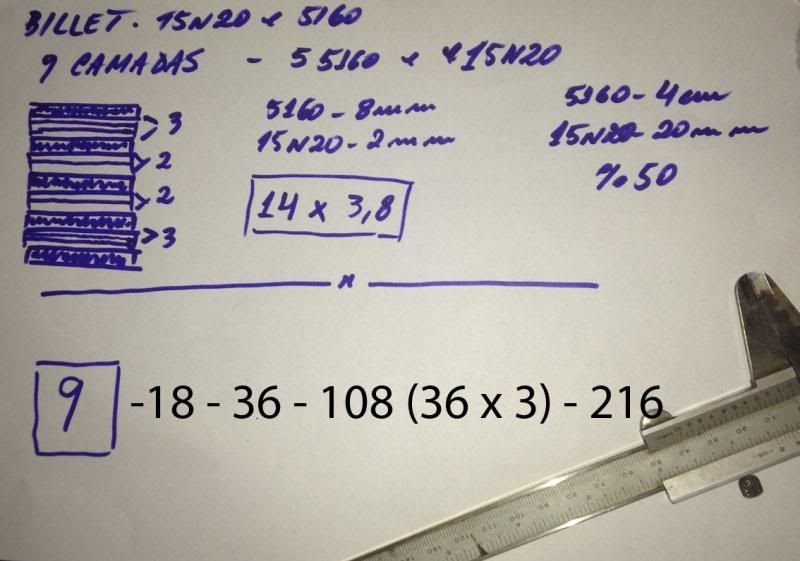
FAZENDO NOVAMENTE E COM MAIS CRITÉRIOS: 1) Planejamento do Billet:
É importante frisar que caldear aço-damasco não é apenas juntar aços de tipos diferentes. A escolha das dimensões, qualidade e proporções pode produzir resultados muito diversos. A experimentação é primordial. Como é necessário treinar e repetir me atenho ao padrão "random" que é o mais "básico" dos padrões de aço damasco. Posteriormente, tão logo domine bem esse "básico", partirei para os tipos mais complexos. Após juntar todas as informações obtidas na 2a Mostra de Cutelaria, decidi voltar à mesa de desenhos, planejar e executar, em seguida, o seguinte esquema:
O billet montado teria uma proporção de 1:2 de 15n20 e 5160. 10 peças de 15n20 de 2 mm de espessura cada para 5 de 5160 com 8 mm de espessura. Resultando em 6 x 14 cm totais. O material seria caldeado, esticado e dobrado seguindo este esquema até o resultado final de 216 dobras.
Todas as peças devem estar retificadas e livres de pontos de oxidação a fim de evitar possíveis falhas de caldeamento
A montagem do billet, mecanicamente falando, pode ajudar a evitar um problema recorrente que é o da haste usada pra sustentar o billet se soldar durante o caldeamento. Uma solução que funcionou bem foi montar da seguinte maneira:
Deixando as peças do meio com um "encaixe" onde será soldada a haste que segurará o billet
Posteriormente, segue-se a soldagem do billet. Eu utilizo eletrodos de aço-inox pois, para mim, deram os melhores resultados.
A partir deste momento, as operações de caldeamento, de esticar e caldear novamente são sucessivas.
Vale ressaltar que, NENHUM vídeo dos "tubes" da vida, vai dar uma real noção da quantidade de energia, calor e desgaste físico despendidos nesta operação!!! Certamente o tempo e prática vão tornando a atividade mais "fácil", porém, sempre será um trabalho bastante considerável que jamais deve ser feito sem os EPI adequados. 1o Caldeamento:
As 9 camadas inciais são caldeadas usando-se bórax e alta temperatura
Resultado do 1o Caldeamento:
A cada caldeamento, foi retirada uma "fatia" do billet a fim de visualizar o processo e verificar a mudança nas camadas de aço - 9 camadas.
2o. Caldeamento:
O billet de 9 camadas foi esticado, cortado ao meio e caldeado.
18 camadas
3o Caldeamento:
Repetiu-se a operação de esticar e cortar ao meio
36 camadas
4o Caldeamento:
3 peças com 36 dobras cada
108 camadas
5o Caldeamento:
O billet foi, mais uma vez, esticado até o comprimento final.
Pra deixar registrado - Meu filho, Rafael, sempre encontra uma oportunidade de se fotografar.... IMPRESSIONANTE!!!!
Após cerca de 4h horas de trabalho intenso
216 camadas
9 - 18 - 36 - 108 - 216 - com uma breve revelação em percloreto de ferro
Esta postagem não tem a pretensão de ESGOTAR esse assunto, tampouco de ser definitiva. Sempre há mais de um maneira de se fazer a mesma coisa. Esta é a MINHA MANEIRA.
Como foi dito anteriormente o objetivo disto é o APRIMORAMENTO. Foram feitos DOIS billets idênticos. O 2o será usado em seguida tão logo uma ou mais lâminas sejam produzidas com o 1o billet. Ao observar a presença ou ausência de falhas de caldeamento, padrão e consistência do desenho do aço-damasco pode-se julgar se a quantidade de dobras foi excessiva PARA ESTA CONFIGURAÇÃO de billet, dentre outras coisas.
Em breve voltarei aqui para mostrar os passos seguintes até a finalização da faca resultante.
SEMANAS DEPOIS ..... (29Mai2013) Venho mostrar os resultados obtidos com este billet de 216 camadas que resultou em duas facas hunters de 5" de lâmina. Full tangs. Os desenhos são clássicos e funcionais para este tipo de faca e os materiais do cabo, Marfim de Mamute e Canela de girafa tingida.
Oportunamente (e quando passar do nível superficial que tenho agora) falarei sobre o trabalho de "Revelar" uma peça em aço damasco. Por hora, deixo as fotos:
Peças Polidas e prontas antes da "revelação" com percloreto de ferro.
O marfim de mamute é um material extremamente nobre que pode ter entre 12 e 20000 anos de idade
Adicionar legenda
Canela de Girafa tingida é sempre uma opção elegante pra qualquer tipo de faca.
Gostaria de deixar os meus agradecimentos às pessoas que me incentivaram de várias maneiras. Especialmente ao meu querido pai, Ebenézer Serapião, que tem me apoiado constantemente, bem como aos amigos e professores, Ricardo Vilar, Eduardo Berardo e Facundo Montenegro. Sem eles a estrada seria bem mais difícil.
Espero que tenham gostado da leitura!!! Voltem sempre e Muito Obrigado.
Minhas peças são únicas e personalizadas. Executo projetos de clientes que tento reproduzir com um toque pessoal. Como resultado tem-se uma peça singular com co-participação do novo dono. Se gostar de alguma peça ou desejar fazer uma encomenda, entre em contato. Estou às suas ordens.